Extruder woes
By Ben Nitkin on
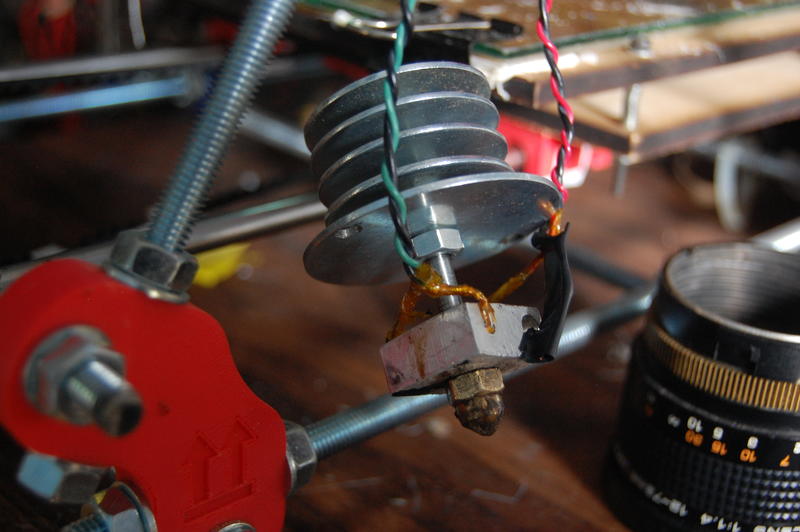
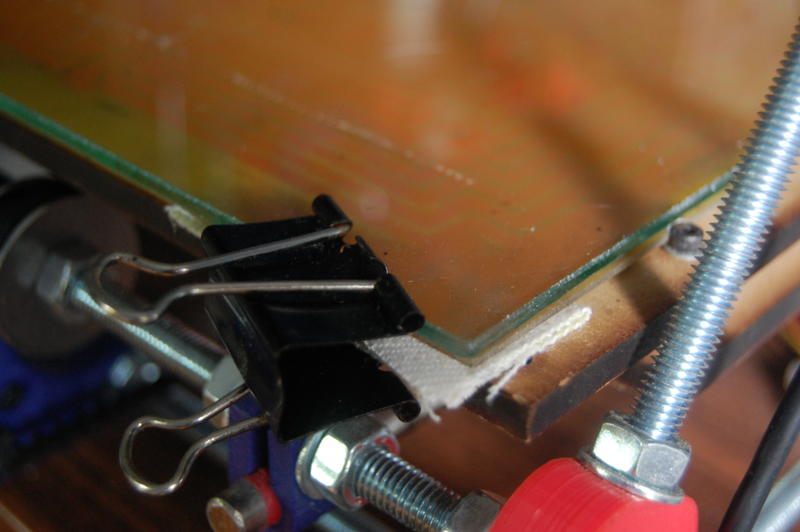
Just a quick update. I finished reassembling the extruder last week. Compared to the old raygun, the new one has a few notable changes. The heat sink's closer to the heater block, to try and reduce the coefficient of friction between the walls and molten plastic. The leads of the resistor and the thermistor are insulated within concrete, so they won't short to the heater block. The cooling fan's fastened on better. Most notably, the hot end of the hot end is now swaddled in fiberglass - bona fide insulation.
On the bright side, the hot end performs like a champ. Only the lower two washers of the heat sink were warm, and the heater block came up to temperature with much more authority than usual.
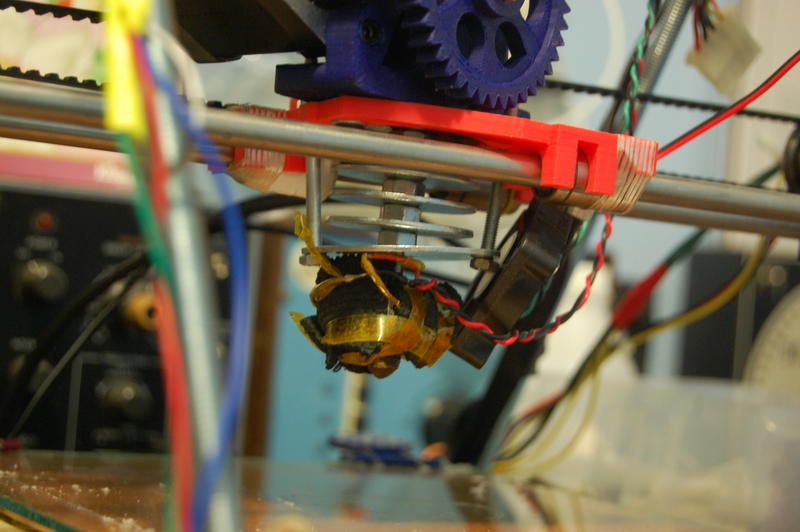
Unfortunately, it still doesn't work. I tried an extrusion yesterday, to no avail. The printer produced a few sickly-looking brown blobs of plastic (my filament's white), but refused to extrude filament.