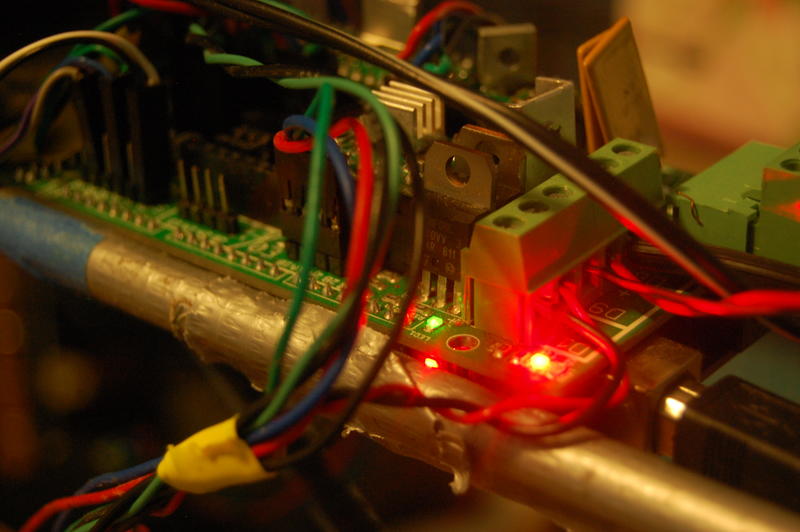
Today is the third day of the rest of my life. Or something. Anyhow, the printer was working fairly well last night. When I woke up, one of the motor controllers was fritzy. Resoldering its contacts got it working again (thank god). After the switching, I'll need to tune the current settings on the controllers.
With the bed level and printing working, I'm back to calibration.
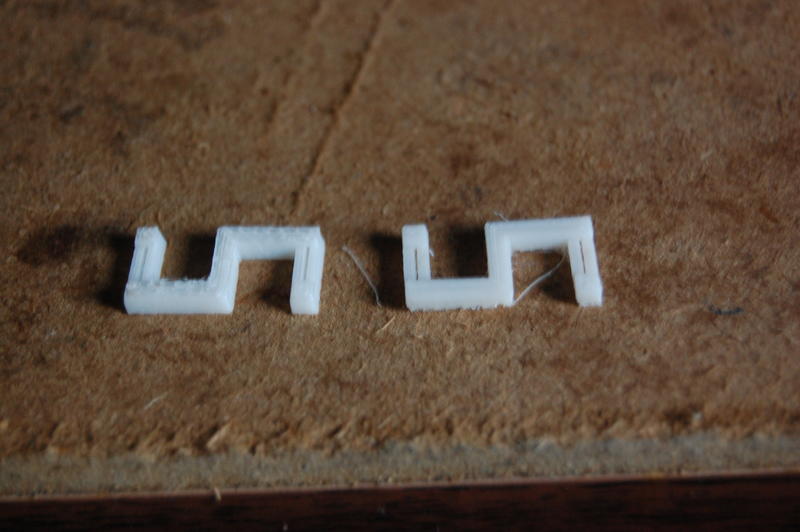
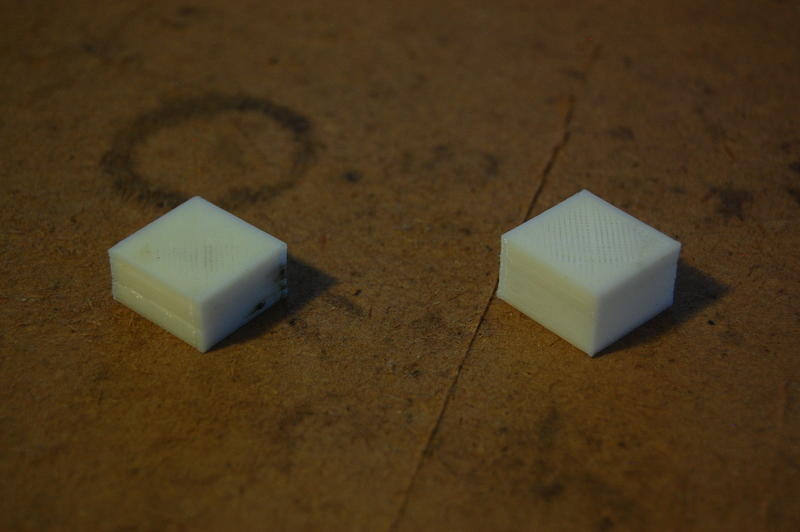
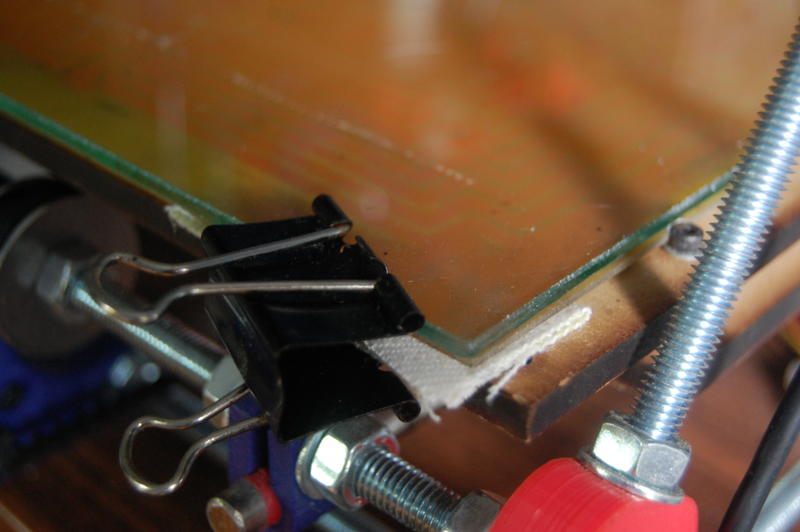
My first print for the day was another one of those infill test boxes. It stuck really well, and the infill exhibited no "tearout". I also noticed that print quality suffers if the filament line becomes anywhere near taut. Keep slack in the line for good prints. (Image: last night's box on right, with tearout. New box on left, with smooth top). Then the, the Z-axis came loose. The threaded rods are held onto the motors with a bit of tubing. The tubing slips, the whole thing falls. And I get the honor of releveling the bed, again.
I've also been having some software issues. In longer files, the printer eventually misses a line, and requests that the software resend it. Pronterface responds to the sensible request by crashing. Thanks a lot. I upgraded to the latest version of the software. See if that helps.
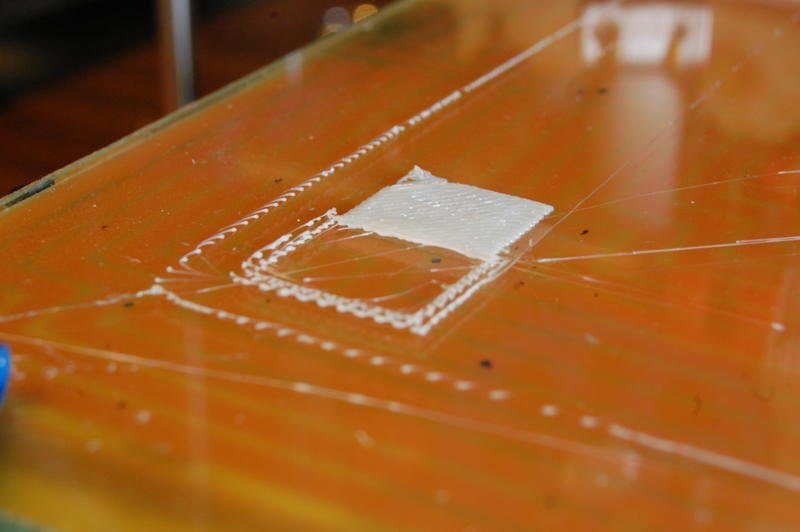
With those inconveniences out of the way, back to printing! I found a new startup sequence at hydraraptor. He recomended extruding a blob, in addition to the skirt, to help the extruder start working. It works incredibly well.
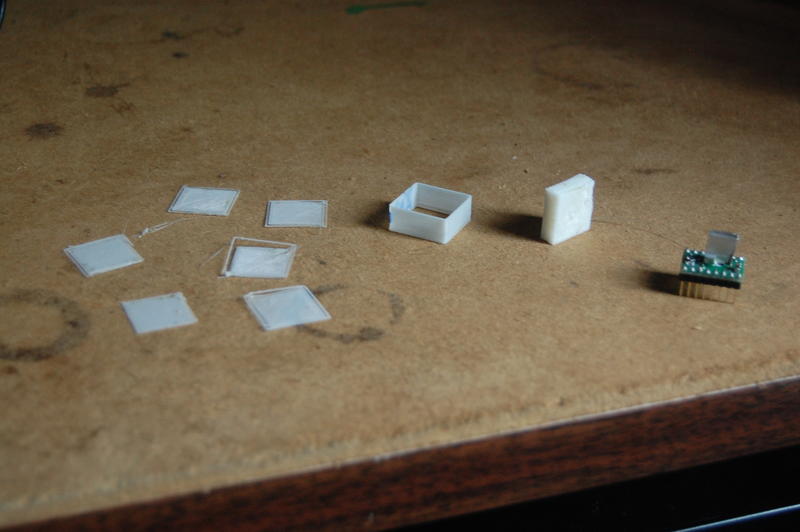
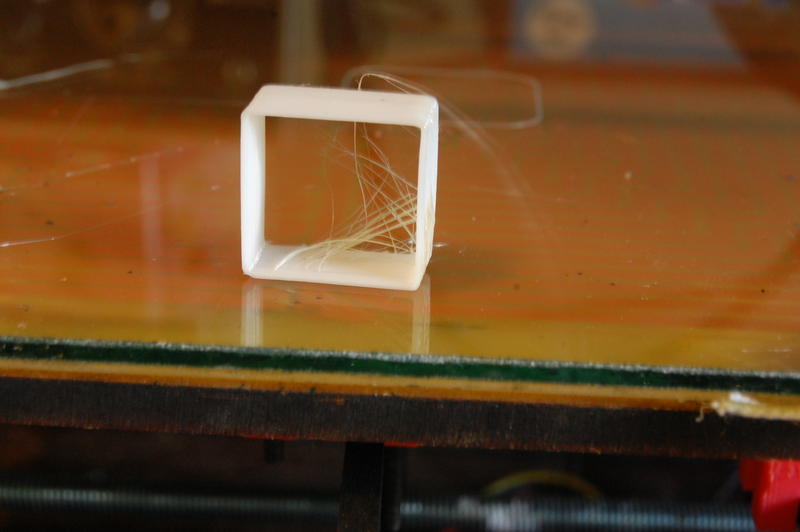
The next calibration stage was building across a 2cm gap. The first time the printer tried to span the gap, filament oozed in downward arcs. The next layer brought the arcs closer to level. Each subsequent layer pulled the ceiling up and up, and the final cube is identical to the solid one! It's almost ready for the big time!
Also, expect videos and timelapses soon. I'm recording this print, and will put it online.